

 卓力达新闻
卓力达新闻

- 开业大吉!| 2018,卓力达开启新篇章!
- 狭缝的制作方法
- 2019年9月9日,南通华之磊电子科技有限公司开业庆典在江苏南通高新区卓力达工业园内盛大举行!
- 南通卓力达2018年首次消防演习圆满成功!
- 蚀刻加工的流程介绍
 合作伙伴
合作伙伴







蚀刻的基本原理
蚀刻就是将需要蚀刻的金属制件浸泡在由各种化学成分组成的蚀刻溶液中,在室温或加热的情况下,经过时间的反应后,需要蚀刻部分的金属慢慢溶解,达到所需要的蚀刻深度,使金属制件表面显露出具有凹凸立体感的装饰文字或图纹。蚀刻的过程实际上是金属在化学溶液中的自溶解,也就是腐蚀过程。这种溶解的过程可按化学机理也可以按电化学机理进行,但由于金属蚀刻的溶液都是一般的酸、碱、电解质溶液。因此,金属的化学蚀刻应该按电化学溶解机理进行。
蚀刻加工的材料:蚀刻的材料可以分为金属材料和非金属材料.在这里我们所指的加工,是专对金属材料的蚀刻加工,不同的金属材料需要配专用的药水.卓力达主要是以不锈钢、铜、铜合金的蚀刻生产,类似钼等特殊金属材料也可以加工。卓力达拥有多条进口蚀刻生产线,和多家500强企业合作.免费提供金属蚀刻工艺解决方案,24小时服务
蚀刻加工过程中的环境问题
金属蚀刻加工过程中影响的因素主要是酸、碱和三氯化铁,对其废涂妥善处理,不可随便排放。对于酸、碱废水一般都是用中和的方法进行处理,正好在蚀刻加工过程中有碱性废水,也有酸性废水,它们可以相互中和,当然不可能正好酸碱平衡,这就要检测PH值,缺啥补啥,使PH值达到排放的要求,同时还要清过量的金属离子,经沉淀后,清水方可排放。三氯化铁废液对环境的污染,主要是其形象,沾到哪里,哪里就是一片黄锈,非常难看,损害环境。其废涂应罐装好由专业的加工单位回收。对含三氯化铁废水的处理,普遍的处理方法是投入石灰乳,它不仅能驿酸起中和作用,还对废水中的三价铁及其它金属离子有沉淀作用,并对废水中的杂质有凝聚作用。
蚀刻过程中应注意的问题
减少侧蚀和突沿,提高蚀刻系数
侧蚀产生突沿。通常印制板在蚀刻液中的时间越长,(或者使用老式的左右摇摆蚀刻机)侧蚀越严重。侧蚀严重影响印制导线的精度,严重侧蚀将使制作精细导线成为不可能。当侧蚀和突沿降低时,蚀刻系数就升高,高的蚀刻系数表示有保持细导线的能力,使蚀刻后的导线接近原图尺寸。电镀蚀刻抗蚀剂无论是锡-铅合金,锡,锡-镍合金或镍,突沿过度都会造成导线短路。因为突沿容易断裂下来,在导线的两点之间形成电的桥接。
提高板子与板子之间蚀刻速率的一致性
在连续的板子蚀刻中,蚀刻速率越一致,越能获得均匀蚀刻的板子。要达到这一要求,保证蚀刻液在蚀刻的全过程始终保持在蚀刻状态。这就要求选择容易补偿,蚀刻速率容易控制的蚀刻液。选用能提供恒定的操作条件和对各种溶液参数能自动控制的工艺和设备。通过控制溶铜量,PH值,溶液的浓度,温度,溶液流量的均匀性(喷淋系统或喷嘴以及喷嘴的摆动)等来实现。
提高整个板子表面蚀刻速率的均匀性
板子上下两面以及板面上各个部位的蚀刻均匀性是由板子表面受到蚀刻剂流量的均匀性决定的。蚀刻过程中,上下板面的蚀刻速率往往不一致。一般来说,下板面的蚀刻速率高于上板面。因为上板面有溶液的堆积,减弱了蚀刻反应的进行。可以通过调整上下喷嘴的喷啉压力来解决上下板面蚀刻不均的现象。蚀刻印制板的一个普遍问题是在相同时间里使全部板面都蚀刻干净是很难做到的,板子边缘比板子中心部位蚀刻的快。采用喷淋系统并使喷嘴摆动是一个有效的措施。更进一步的改善可以通过使板中心和板边缘处的喷淋压力不同,板前沿和板后端间歇蚀刻的办法,达到整个板面的蚀刻均匀性。
蚀刻的精度和侧蚀问题
.jpg)
蚀刻作业
若有需要,把蚀刻面之花样被覆 (Pattern) 去除,仅留非加工面之遮蔽,再施经轻度蚀刻的酸洗作业,或实施喷砂 (Sand blast) ,把蚀刻面作成均匀有光泽的面。
几种不锈钢蚀刻加工材料选择和用途
很多易变的因素表示侵蚀介质的特征,即化学制品和其浓度、大气状态、温度、时间,所以假如不了解介质的准确的性质,要使用材料、选择材料是难题。但是,以下可作为选择指南:
304型 广泛使用的材料。在建筑中能经受一般的锈蚀,可抵挡食物加工介质浸蚀(但含有浓酸和氯化物成分的高温状态可能泛起侵蚀),能抵挡有机化合物、染料和广泛的各种各样的无机化合物。304L型(低碳),耐硝酸性好,并耐用中等温度和浓度的硫酸,广泛地用作液态气体贮罐,用作低温设备(304N)、用具其它消费产品,厨房设备、病院设备、运输工具、废水处理装置。
316型? 比304型含有稍多的镍,并含有2%─3%的钼,耐蚀性比304型好,特别是在倾向于引出发点侵蚀的氯化物介质中。316型已发展用作亚硫酸盐纸浆机,由于它耐用硫酸化合物。而且,它的用途已扩大到在加工产业中处理良多化学制品。
317型? 含有3%—4%的钼(在这个系列中也是所得到的较高的水平),并含有比316型较多的铬,具有更高的耐点侵蚀和裂痕侵蚀机能。
430型? 比304型合金含量低,用作在温顺的大气中高抛光装饰用途,也可用作硝酸和食物加工设备。
410型? 在三种一般化用途的不锈钢中具有低的合金含量,需要强度和耐蚀性配合的高承力部件选用,例如坚固件。410型在温顺的大气中、水气中和很多缓和的化学产品介质中耐蚀。
2205型? 比304型和316型优胜,由于他对氯化物应力侵蚀裂纹具有高的抵挡力,并具有大约两倍的强度。316不锈钢板、316不锈钢管、316不锈钢带
304蚀刻不锈钢材质 H-TA 是什么意思
蚀刻技术
利用对金属表面的侵蚀作用,从金属表面去除金属的处理技术。
(1) 电解蚀刻 (electrolytic etching)
用母模作导电性阴极,以电解液作媒介,对加工部分,集中实施蚀刻的侵蚀去除法。
(2) 化学蚀刻 (chemical etching)
利用耐药品被膜,把蚀刻侵蚀去除,作用集中于所要部位的方法。
照相蚀刻技术 (photo-etching process) 在金属表面全面均匀形成层状的感旋光性耐药品被膜 (photo resist) ,而透过原图底片,用紫外线等曝光,后施以显像处理,来形成所要形状的耐药品被膜之被覆层,再以蚀刻浴的酸液或碱液,对露出部产生化学或电化学侵蚀作用,来溶解金属的加工技术。
(3) 化学蚀刻技术之特性
不需要电极、母型 (master) 等工具,故无需此等工具之维护费。
由规划到生产间所需时间短,可作短期加工。
材料之物理、机械性质不受加工影响。
加工不受形状、面积、重量之限制。
加工不受硬度、脆性之限制。
能对所有金属 ( 铁、不锈钢、铝合金、铜合金、镍合金、钛、史泰勒合金 ) 实施加工。
可高精度加工。
可施复杂、不规则、不连续之设计加工。
面积大,加工效率良好,但小面积时,其效率比机机械加工差。
水平向之切削易得高精度,但深度、垂直方向不易得到同机机械加工之精度。
被加工物之组成组织宜均匀,对不均质材,不易加工顺利。
化学蚀刻不可用于加工窄而深的凹槽
这是因为在化学蚀刻反应所产生的汽泡会集聚在防蚀层边缘的下面,而这些被堵在防蚀层下面的气泡事实上起了把金属表面与腐蚀剂隔开的作用。以致造成一种非常不规则的腐蚀,形成很不整齐的边缘,这对于深度较大的加是一件麻烦事。虽然一些性能不错的防蚀材料较软,易于使气泡排出,对于这种加工到深度后,即使采用机械搅拌的方法也不足以使用权防蚀层边缘的气泡排出,但当加工到深度后,即使采用机模搅拌的方法也不足以使防蚀层边缘的气泡排出。对于这种加工有效的方法就是采用比较费时的手工方法把图形边缘的防蚀层修平。另一种可能的原因就是腐蚀液表面张力的作用,这种情况同样也会在窄或小半径的表面造成腐蚀不能的情况,对于深度罗大的凹槽加工要求宽度不低于4mm,对于深度不大的凹槽或圆孔要求宽度或半径不小于深度的1.5倍。
蚀刻加工中的酸碱对工作人员的危害及救治
1、盐酸对工作人员的危害及救治
高浓度的盐酸对鼻黏膜和结膜有刺激作用,会出现角膜浑浊、嘶哑、窒息感、胸痛、鼻炎、咳嗽、有时痰中带血。盐酸雾可导致眼睑部能皮肤剧烈疼痛。如发生事故,应立即将受伤者移到新鲜空气处输氧,清洗眼睛和鼻,并用2%的苏打水漱口。浓盐酸溅到皮肤上,应立即用大量的清水冲洗5-10min,在烧伤的表面涂上苏打浆。严重者应立即送医院治疗。盐酸在空气中的容许浓度为5mg/m3
2、H3PO4对工作人员的危害及救治
H3PO4蒸气能引起鼻黏膜萎缩,对皮肤有相当强的腐蚀作用,能引起皮肤炎症疾患及肌肉损伤,甚至造成全身中毒现象。H3PO4在空气中容许量为1mg/m3。在工作中如不慎接触皮肤,应立即用大量的清水冲洗,把H3PO4洗尽后,一般可以用红汞或龙胆紫溶液涂抹于患处,严重时应送医院治疗。
3、常用金属蚀刻的材料不锈钢SUS304 SUS301 机械性能介绍:针对蚀刻工艺而言,SUS304材质性能更适合于蚀刻加工,SUS301的性能偏硬,蚀刻会有毛边,孔壁不光滑等缺陷。
模具的蚀刻加工方法
(1) 遮蔽 (Masking) 作业
模具大多具有复杂的形状,须实施蚀花加工的面也很少为只有一平面,而有三维平面、二维曲面、三维曲面,也有伸至深处的平曲面等复杂的面,加工时须分开加工面与不加工面,而对不加工面的范围,须作防蚀工作。
为了分别加工与非加工范围,使用耐药品涂料或胶带类,把非加工部分加以被覆的作业,叫做遮蔽 (Masking) 。
因为蚀刻所使用的药品是水溶液,任何小空隙或小孔等有露出的地方,就会侵入,所以遮蔽要完善,故要反复施数次,而所需作业时间,占全作业时间的 30%~40% 。
(2) 花样 (Pattern) 形成作业
在须加工的范围内,依其加工的花样实施被覆作业,而把需蚀刻的部分与无需蚀刻加以分开,这作业有照相法、 China 法、加肉法、梨皮地法等,因加工对象物或加工程序之不同,是要适当选择作业方法。
(3) 蚀刻作业
把药品以浇注或浸渍的方法,把需加工的露出之模具与药品相接触,而只有把露出的部分加以溶解去除之作业,所使用溶液是酸性的水溶液,把浓度稀释到能控制范围,浓度愈浓,温度愈高,蚀刻速度愈快,亦蚀刻液与加工面的接触时间愈长,蚀刻的量愈多,蚀刻后附着在模具全体的药品经水洗后,再用碱性水溶液中和,予以充分干燥。
(4) 后处理作业
蚀刻完了后之模具,尚无法出货,遮蔽作业所用之涂料或胶带类须去除,也要确认蚀刻是否均匀,例如起因于焊接或模具材料之不良的蚀刻不均等,则须加以修整。
若有需要,把蚀刻面之花样被覆 (Pattern) 去除,仅留非加工面之遮蔽,再施经轻度蚀刻的酸洗作业,或实施喷砂 (Sand blast) ,把蚀刻面作成均匀有光泽的面。
喷砂 (Sand blast)
喷砂是利用空气或水和空气的力量,把砂状的硬粒喷至金属面,使其表面形成毛玻璃状的微细粗糙状态的方法。
蚀刻加工是化学的表面处理法,有时会造成影响成品的外观,而喷砂就是以物理方法来解决化学方法难于解决的问题。
可分 (1) 全光泽 (100%): 玻璃砂 (glass beads)
(2) 半光泽 (50%): 50% 玻璃 + 50% 金钢砂
(3) 无光泽 (0%): 金钢砂 ( 氧化铝砂 )
因所使用树脂材料不同,及射出成形条件之差异,单以一次之喷砂处理而能完全调整其光泽,是有困难的,所以要重复实施多次。
大多数金属和合金在高温下分子氮是不起反应的,但原子氮能和许多钢起反应。并渗透到钢内而形成脆的氮化物表面层。铁、铝、钛、铬和其他合金元素可能参与这些反应。原子氮的主要来源是氨的分解。氨转化器、制氨厂生产加热器及在371℃~593℃,一个大气压~10.5Kg/mm2下氮化炉操作的都有氨的分解。在这些气氛中,低铬钢中出现碳化铬。它可能受到原子氮的腐蚀而产生氮化铬,并释放出碳与氢作用生成甲烷,正如上面所讲,这时可能生成白点和裂纹,或其中之一。但是铬含量超过12%,则这些钢中的碳化物比氮化铬更稳定,因此前面的反应不会出现,所以不锈钢现在使用于热氨的高温环境。
不锈钢在氨中的状态决定于温度,压力,气体浓度及铬镍的含量。现场实验结果表明铁素体或马氏体不锈钢的腐蚀率(蚀变金属深度或渗碳深度)比奥氏体不锈钢高,后者含镍量越高耐蚀性越好。随着含量增加腐蚀速度增加。
奥氏体不锈钢在高温卤蒸气中,腐蚀很严重,氟比氯的腐蚀作用更大。对高Ni-Cr不锈钢而言,在干燥气体中使用温度上限,氟为249℃,氯为316℃。
SUS304,SUS301钢带不同状态下的标准机械性能

4、常用蚀刻加工材料:铜及铜合金应用介绍:不同的产品根据其性能需选用不同牌号的材质,铜合金应用面广,具体应用见下表。在生产的过程中,不同的铜及铜合金,腐蚀的速度是不一样的,需要及时掌握各种材料的腐蚀加工的时间
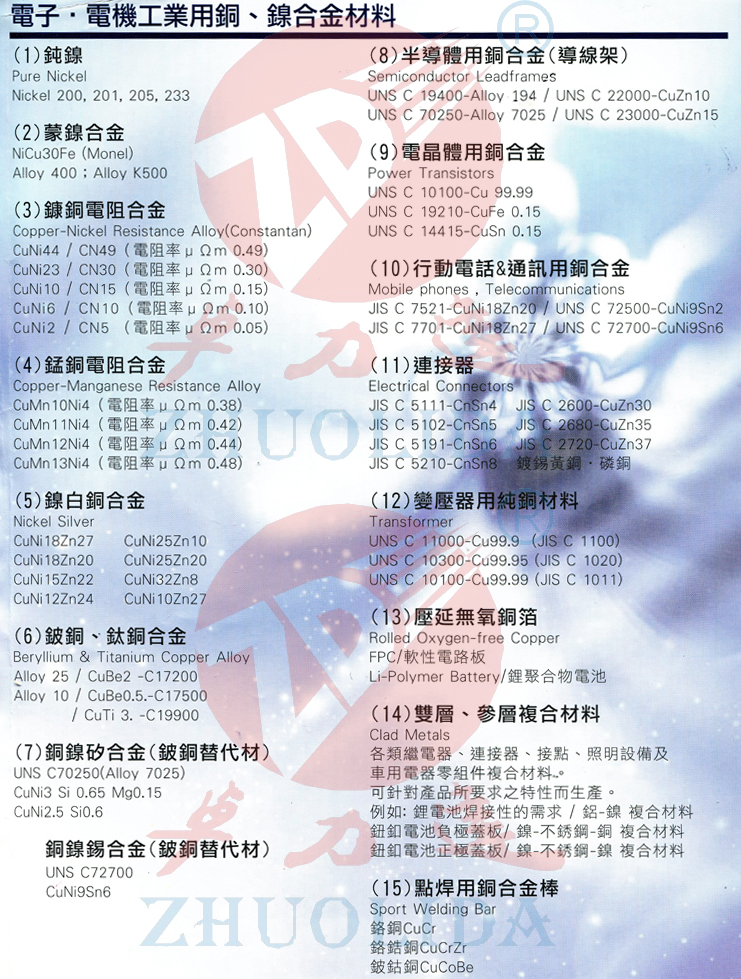
电子,电机工业用铜,镍合金材料表
蚀刻和冲压、切割、电铸工艺特点比较

蚀刻加工的材料要求:不锈钢材料中有很多牌号SUS301? ?SUS304?? SUS316? SUS201等等,其中SUS304材质性能适合蚀刻工艺!
湿式蚀刻加工技术
蚀刻技术是利用特定的溶液与薄膜间所进行的化学反应来去除薄膜未被光阻覆盖的部分,而达到蚀刻的目的,这种蚀刻方式也就是所谓的湿式蚀刻。因为湿式蚀刻是利用化学反应来进行薄膜的去除,而化学反应本身不具方向性,因此湿式蚀刻过程为等向性,一般而言此方式不足以定义3微米以下的线宽,但对于3微米以上的线宽定义湿式蚀刻仍然为一可选择采用的技术。
湿式蚀刻之所以在微电子制作过程中被广泛的采用乃由于其具有低成本、高可靠性、高产能及优越的蚀刻选择比等优点。但相对于干式蚀刻,除了无法定义较细的线宽外,湿式蚀刻仍有以下的缺点:1) 需花费较高成本的反应溶液及去离子水;2) 化学药品处理时人员所遭遇的安全问题;3) 光阻附着性问题;4) 气泡形成及化学蚀刻液无法完全与晶圆表面接触所造成的不均匀的蚀刻;5) 废气及潜在的爆炸性。
湿式蚀刻过程可分为三个步骤:1) 化学蚀刻液扩散至待蚀刻材料之表面;2) 蚀刻液与待蚀刻材料发生化学反应; 3) 反应后之产物从蚀刻材料之表面扩散至溶液中,并随溶液排出(3)。三个步骤中进行慢者为速率控制步骤,也就是说该步骤的反应速率即为整个反应之速率。
大部份的蚀刻过程包含了一个或多个化学反应步骤,各种形态的反应都有可能发生,但常遇到的反应是将待蚀刻层表面先予以氧化,再将此氧化层溶解,并随溶液排出,如此反复进行以达到蚀刻的效果。如蚀刻硅、铝时即是利用此种化学反应方式。
湿式蚀刻的速率通常可藉由改变溶液浓度及温度予以控制。溶液浓度可改变反应物质到达及离开待蚀刻物表面的速率,一般而言,当溶液浓度增加时,蚀刻速率将会提高。而提高溶液温度可加速化学反应速率,进而加速蚀刻速率。
除了溶液的选用外,选择适用的屏蔽物质亦是十分重要的,与待蚀刻材料表面有很好的附着性、并能承受蚀刻溶液的侵蚀且稳定而不变质。而光阻通常是一个很好的屏蔽材料,且由于其图案转印步骤简单,因此常被使用。但使用光阻作为屏蔽材料时也会发生边缘剥离或龟裂的情形。边缘剥离乃由于蚀刻溶液的侵蚀,造成光阻与基材间的黏着性变差所致。解决的方法则可使用黏着剂来增加光阻与基材间的黏着性,如Hexamethyl-disilazane (HMDS)。龟裂则是因为光阻与基材间的应力差异太大,减缓龟裂的方法可利用较具弹性的屏蔽材质来吸收两者间的应力差。
蚀刻化学反应过程中所产生的气泡常会造成蚀刻的不均匀性,气泡留滞于基材上阻止了蚀刻溶液与待蚀刻物表面的接触,将使得蚀刻速率变慢或停滞,直到气泡离开基材表面。因此在这种情况下会在溶液中加入一些催化剂增进蚀刻溶液与待蚀刻物表面的接触,并在蚀刻过程中予于搅动以加速气泡的脱离。
不锈钢蚀刻预处理
不锈钢蚀刻的预处理主要是指不锈钢的清洁处理,使不锈钢有一个洁净的表面有利于防蚀层的制作。不锈钢不同于铜或铝合金,在空气中不易氧化,所以经清洁后不需要进行钝化处理,这就使得不锈钢的预处理比铜和铝合金要简单得多。同时,不锈钢在碱性溶液中有很高的稳定性,可以采用较强的碱性溶液进行清洁处理。在不锈钢的清洁处理中,可采用碱性清洁配方,也可采用酸性清洁配方,不锈钢蚀刻的预处理详细工艺流程:工件验收→装挂→化学除油→二级流动水洗→酸洗→三级流动水洗→除油效果在线检查→干燥→下挂→转防蚀层制作
不锈钢蚀刻过程中的注意事项
加工区:不锈钢件的加工区域应相对固定。不锈钢蚀刻加工区的平台应采取隔离措施,如铺上橡胶垫等。不锈钢蚀刻加工区应避免对不锈钢件的损伤与污染。
下料:不锈钢件的下料采用剪切或等离子切割,锯切等。
机械加工:不锈钢件在车、铣等机械加工时也应注意防护,作业完成时应清洗干净工件表面的油污、铁屑等杂物。
成型加工:在卷板、折弯过程中,应采取有效措施避免造成不锈钢件表面划伤和折痕。
1、不锈钢蚀刻装饰板。不锈钢装饰板表面具有化学腐蚀后成为凹凸立体感的装饰图案。该金属装饰板可以由一块整板制成,也可以由两块以上多块金属板组成,经蚀刻装饰图案或美术画后,组合成连续或断续的一整块装饰板面。金属装饰板可是平面、弧而、高低不平的弯典面、多边形面组合或有度的折边。这种金属蚀刻装饰板的制造过程是,首先根椐不同的用户要求及使用场合的设计装饰图案,然后进行制版,再在金属板的表面上进行感光成像,烘干后进行化学蚀刻,街腐蚀到深度后,清洗掉腐蚀液、烘干,然后根据需要或使用环境,选择不同的颜色进行上色,上色后对金属板表面进行打磨,这样未被腐蚀的表面经打磨后露出金属的本色,腐蚀后凹下去的部分留下了颜色,从而衬托出未被腐蚀部份的金属图案或画面,以增加美感,涂防腐层,完成金属蚀刻装饰板的制造。
2、仿不锈钢蚀刻。在具有金属镜面光泽的承印物表面,采用丝网印刷工艺手段,装仿金属蚀刻油墨印在其上,经干燥后的印刷品,使人感受到的是别具一格的视觉效果:犹如光滑的金属经腐蚀、雕刻或砂磨等处理过的那样,显得高雅、庄重、华贵,这就是目前印刷关注的“仿金属蚀刻印刷工艺”。这种工艺较多的运用在一些精美的包装纸盒制作上。例如:精品服饰、工艺品、化妆品、茶叶、卷烟、名酒及礼品盒等。其光学机理是:承印材料表面金属质感的镜面光反射,形成强烈的反差,相映成趣。反差愈大,视觉效果愈佳。工艺上就要解决两个问题:一是仿金属蚀刻油墨的印刷质量,另一个就是解决承印材料的平滑度。
南通卓力达金属科技有限公司?http://www.zhuolida.cn
地址:南通高新技术产业开发区金川路268号

